
Kantpers 2D-software maximaliseert buigsnelheden
Kantpers 2D& 3D-buigsoftware is het populairst in de huidige markt voor het vormen van plaatmetaal, de meeste nieuwe eigenaars van afkantpersen kopen niet alleen de software voor hun nieuwe buigmachines, maar zijn ook van plan om de programmeersoftware zo veel mogelijk te gebruiken om hun efficiëntie bij het buigen van plaatstaal te verhogen.
Alle eigenaren van metaalplaatwerkplaatsen moeten ervoor zorgen dat hun afkantpersen worden gebruikt om de juiste onderdelen te vervaardigen. Daarom worden ze betaald - niet om het programma te maken, niet om het programma te testen, niet om de afkantpers op te zetten en niet om het buigrecept te testen totdat het onderdeel is gebogen volgens de specificaties van de klant.
De software voor het buigen van afkantpersen was dus de sleutel om metaalfabrikanten ervan te overtuigen dat ze het programmeren van onderdelen van de vloer konden halen en de uptime van de afkantpers daadwerkelijk konden verbeteren. Toen de software het punt bereikte waarop de eenvoudige programma's - zeg maar die met minder dan zes bochten - automatisch konden worden geprogrammeerd.als een operator voor een afkantpers staat, kan het alleen zo snel gaan en toch de operator veilig houden. Als een winkel niet-waardetoevoegende activiteiten in verband met buigen wil minimaliseren en ervoor moet zorgen dat de afkantpersen onderdelen zo efficiënt mogelijk maken, moet het management zich ervan bewust zijn hoe buigsoftware dat kan bewerkstelligen.

Hoe moeilijk is het om mensen te vinden met de aanleg om met een afkantpers te werken, laat staan iemand die er daadwerkelijk ervaring mee heeft. De operators die kunnen zien hoe een 3D-object kan worden gevormd, weten welke combinatie van ponsen en matrijzen ervoor kunnen zorgen, en de volgorde van de tooling. Als u werkt zonder het voordeel van buigsoftware, die de juiste tooling kan aanbevelen en de bocht kan maken automatisch voor typische onderdelen, zal die afkantpersexpert nog steeds 15 tot 30 minuten nodig hebben om die afkantpers op te zetten.
Stel je voor hoe lang het duurt voor de persoon die nieuw is in het vak - waarschijnlijk 30 tot 60 minuten. De operator van de afkantpers zal ernaar staren en probeert de juiste combinatie van stempels en matrijzen te vinden en welke buigvolgorde hij moet bedenken. Terwijl dat gebeurt, gaat de afkantpers niet op en neer.
Daarom hebben werkplaatsen hun beste kantpersoperators nodig die onderdelen offline programmeren. Zeker nadat we hebben besproken hoeveel sneller die individuen daadwerkelijk onderdelen kunnen produceren. Maar het doel is dat alle kantpersoperators zo efficiënt mogelijk werken, niet alleen de zeer ervaren.
De buigsoftware zorgt voor die simpele onderdelen, zoals een hoedenkanaal. De afkantpersveteraan die deze banen opzet, kan zaken als ontwerp voor maakbaarheid en planning in de gaten houden, maar de software gaat het meeste werk aan deze onderdelen doen.

Voor de 10% tot 20% van het werk dat ingewikkelder is, tot minstens zes bochten, gaat de veteraan echt uitzoeken hoe hij dat deel het beste kan buigen. De slimste metaalvormende geest zal zijn dag niet besteden aan het eentonige werk van het programmeren van eenvoudige onderdelen; die persoon kan terugkijken op ervaring om te bepalen op welke manier het onderdeel moet worden gereden, zelfs rekening houdend met de mogelijkheid dat nieuw gereedschap nodig is. Software voor afkantpersen houdt rekening met dergelijke bijdragen, dus het is ontwikkeld om handmatige bewerking van voorgestelde afkantpersopdrachten mogelijk te maken.
Wanneer dat onderdeelprogramma is voltooid, kan de programmeur het opslaan in de database, zodat het kan worden gedeeld met de buigafdeling. De minder ervaren operators hebben nu de beste routebeschrijvingen. Ze roepen het programma op, zorgen ervoor dat ze de juiste tooling in de machine hebben en volgen de aanwijzingen op het controllerscherm.


Maak buigprogramma's die tot een consistente productie leiden
Als een metaalbewerkingsbedrijf niet afhankelijk is van buigsoftware en offline programmeren, weet het dan echt hoe lang een plaatbuigprofiel gaat duren?
Als iemand op de vloer probeert uit te vinden hoe een metalen profiel met afkantpersen moet worden gebogen, heeft die persoon wat tijd nodig om erachter te komen. Dezelfde persoon zal waarschijnlijk dezelfde buigopdracht een beetje sneller voltooien, als hij nog steeds een herinnering heeft aan hoe het voor het laatst werd volbracht. Als een andere operator dezelfde baan moet buigen, krijgt de supervisor van de buigafdeling een totaal andere productietijd te zien. Een typische dag in een metaalbewerkingswinkel is al stressvol genoeg wanneer de productie redelijk soepel verloopt, omdat iedereen nog steeds te maken heeft met hete banen en voortdurende inspanningen voor continue verbetering; werk-in-proces opbouw voor een bepaalde afdeling vanwege inefficiëntie van de productie kan dingen veel stressvoller maken.
Offline programmeren van het buigprogramma haalt veel van die onzekerheden uit de vergelijking. Er wordt een baan gecreëerd en opgeslagen, zodat een operator van elk vaardigheidsniveau deze kan oproepen en aan het werk kan gaan. Een ervaren remoperator kan de klus misschien sneller afmaken, maar zelfs de minder ervaren persoon heeft een duidelijker plan om door te gaan.
Selecteer de juiste kantpers buiggereedschap voor verschillende metalen buigprofielen
De operator van de buigmachine was de belangrijkste beslisser tijdens het opzetten van de afkantpersbuigcyclus, in termen van het bepalen welke kantpersgereedschappen nodig waren voor het buigen, het vinden en installeren in de juiste volgorde. Dat is een zeer grote verantwoordelijkheid en benadrukt echt het belang van deze goed geïnformeerde operators zonder geavanceerde software en geautomatiseerde apparatuur.
CNC Pressbrake Bending-software helpt om de verantwoordelijkheid van de kantpersoperators uit handen te nemen. Verwijzend naar een huidige gereedschapsinventaris, die alle ponsen, matrijzen en speciale gereedschappen van een bedrijf bevat, bepaalt de software het beste gereedschap om metalen buigdelen te voltooien. Die gereedschapsopstelling wordt vervolgens opgeslagen voor het geval de klus in de toekomst komt.
Sommige buigsoftwarepakketten kunnen ook veelzijdige gereedschapsconfiguraties aanbevelen voor het bewerken van verschillende onderdelen met verschillende diktes en radii. De software zorgt ervoor dat het juiste gereedschap aanwezig is voor de verschillende klussen en dat het gereedschap een gemeenschappelijke sluithoogte heeft, wat betekent dat een verscheidenheid aan ponsprofielen en V-matrijzen, inclusief zoommatrijzen, tegelijkertijd kunnen worden gebruikt.
Softwarepakketten hebben mogelijk ook toegang tot een hoofdgereedschapsinventaris - gereedschappen gemaakt door dezelfde fabrikant van de afkantpers. In een virtuele omgeving kan de programmeur die de buigsoftware gebruikt, een stuk gereedschap pakken dat mogelijk niet in de huidige inventaris staat en kijken hoe het werkt voor de klus. Als er een nieuwe tool nodig is, kan deze op dat moment worden besteld en kunnen de kosten in de onderdeelkosten worden ingebouwd.

Simuleer het buigontwerp GG-amp; Controleer buigonderdelen
Als een ingenieur voor het vervaardigen van metalen onderdelen met weinig ervaring in het vervaardigen van plaatwerk ook problemen kan veroorzaken. Een ingenieur is bijvoorbeeld altijd op zoek naar de eenvoudigste manier om dingen te doen, en dat is de juiste manier om ontwerp in de productie te benaderen. De ingenieur kan daarbij echter meestal vertrouwen op de aanbevolen K-factoren. Het is een standaard, toch? Meestal werkt het, maar als de afkantpersoperator een V-matrijs van een andere maat moet gebruiken om een korte flens op te nemen, is die K-factor die door de ingenieur wordt gevraagd, misschien niet de beste aanbeveling.
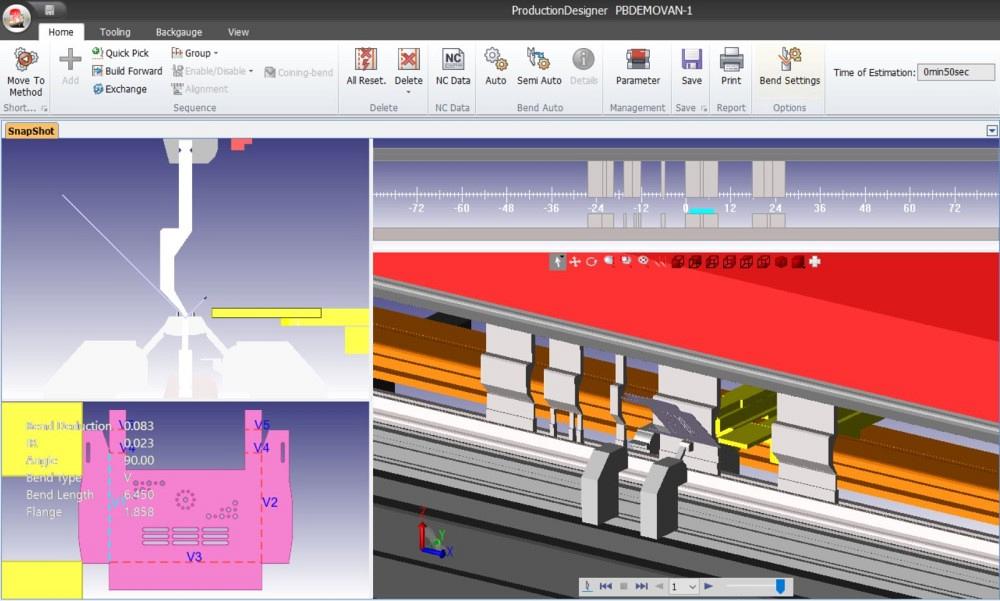
Simulatiesoftware kan het 2D- of 3D-model van het onderdeel of de assemblage analyseren en de ontwerpintentie van de fabricagemethode bepalen.
Vanuit een buigperspectief controleert de software of het onderdeel kan worden gemaakt zoals voorgeschreven. Komt er een botsing met de tooling? Is de flens te kort? Deze fabricagefouten komen nooit bij de metaalbuigafdeling terecht.


Eenzelfde tool kan worden gebruikt om de productie-efficiëntie van het buigen stroomafwaarts te verbeteren. De software voor het buigen van de afkantpers kan een nieuwe buigvolgorde voorstellen die stroomafwaarts lassen vermijdt. Een dergelijke beweging kan de kosten van het onderdeel verlagen en de algehele kwaliteit van het onderdeel verbeteren als er wat handmatig laswerk uit de productiemix wordt verwijderd. De combinatie van dit soort rekenkracht en het bekwame oog van een afkantpersveteraan in de programmeerstoel maakt buigsoftware een krachtig hulpmiddel voor continue verbeteringsinspanningen en kostenreductie in onderdeelontwerpen.


Interessant in 2D&en 3D kantpers buigsoftware? E-mail ons uw buigdelen of WhatsApp online, we kunnen praten en zullen zien hoe we u kunnen helpen uw productiviteit voor het buigen van plaatstaal te verhogen.




{kind=link}