


AHYW Yawei 4m CNC-afkantpers 4-assige Italië ESA S640 Synchro-buigmachinecontroller:
AHYW Yawei 4-assige ESA S640 CNC-kantpersmachines 4mtr plaatbuigen Yawei produceert China
AHYW Yawei 4-assige Synchro CNC-remmen die 160T 4m plaatwerkbuigmachine drukken, gemaakt in China
AHYW Yawei 4 Axis CE CNC Kantbank 4m buigmachines Italië ESA S640 Grafische controller
AHYW 4-assige elektrische servo cnc gestuurde kantpersmachines gemaakt in China
AHYW Yawei 4m CNC-plaatbuigmachines 160T rempersfabrikanten China;
AHYW YaweiItalië ESA S6404 as CNC gestuurde remmen persbuigmachines gemaakt in China




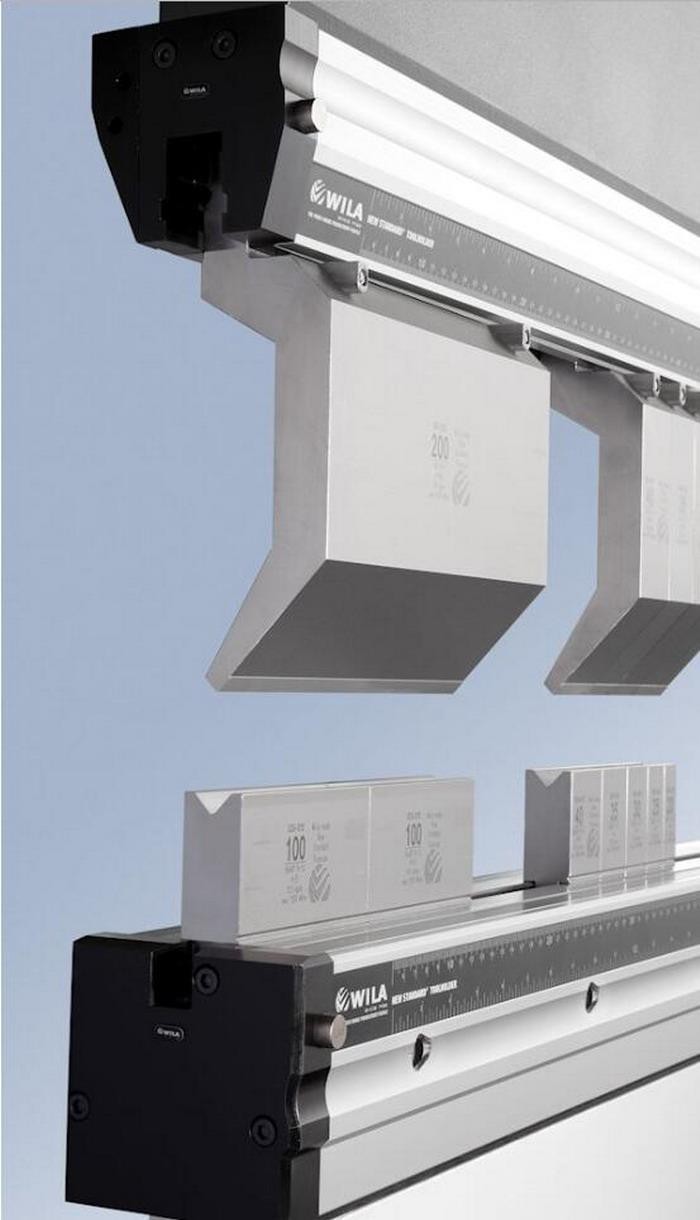
Promecam buiggereedschap met EURO Amada UK ITALI CNC PRESS REMMEN gemaakt in China fabriek

Optionele afvlakmatrijs 60 mm EuropeanAmada Promecam Kantpersgereedschapsysteem

Op alle kantpersen kunnen fouten worden gemaakt, maar hoe voorkom je dit?
Soms is de meest voorkomende basisfout bij het gebruik van één kantpers het niet schoonhouden van de buigmachine, waardoor vuil en vuil zich ophopen, waardoor overmatige slijtage van gibs en gereedschap ontstaat. Het heeft niet veel nodig. Vuil kan onderdelen krassen omdat ze worden gevormd als metaalresten in de ruimte tussen de bovenste pons en de onderste matrijzen blijven steken, ook als metaalstof het bedieningspaneel of de kast binnendringt, kan dit ernstige elektrische problemen veroorzaken. De Sofabricating-werkplaats moet ervoor zorgen dat de kantpers buigcondities zijn om vuil af te vegen voor elke buigploeg. Eventuele olieresten moeten worden verwijderd om te voorkomen dat winkelstof wordt aangetrokken door de machine. De praktijk om de afkantpersen schoon te houden, verlengt niet alleen de levensduur van de buigmachine en maakt de plaatbuigmachine ook sneller en veiliger.
Y1& Y2 cilinder naar beneden niet gelijk. Alle soorten afkantpersen zijn ontworpen met een doorbuigingslimiet onder volledige buigdrukbelasting. hoofdframes Doorbuiging verwijst naar de neiging van de ram om in het midden naar boven te buigen en het bed om naar beneden te buigen bij volledige tonnagebelasting. verstoord in het midden van de buigmachine. Als dit gebeurt, krijgt u normaal gesproken een zeer grote buighoek in het midden dan 2 uiteinden van machines, tenzij u de bovenbalk en de onderbalk opnieuw moet fabriceren, dat vereist professionele uitrusting en ervaring, alleen pre remmen fabricage kan dit doen.
Dus de bediener van de kantpers moet het materiaal heel voorzichtig laten persen en slechts een voldoende hoeveelheid tonnage gebruiken om het onderdeel met een redelijk buigtonnage te maken.
Een goede synchronisatie van mechanische onderdelen is een ander serieus probleem. Alle bewegende mechanische onderdelen moeten regelmatig worden gesmeerd volgens de aanbevolen schema's. Twee zijden van ramgeleiders zijn een kritiek gebied en moeten indien nodig worden gesmeerd. in kantpersen. Sommige buigmachines hebben niet-gesmeerde gibways, sommige hebben smeernippels en sommige hebben handmatige of automatische smeersystemen. Als de gibs gesmeerd moeten worden, kunnen ze bevriezen en/of zo erg versleten raken dat dure vervanging noodzakelijk is.
De bovenbalk moet evenwijdig zijn zodat de ram niet met een draaiende beweging werkt. Een balk die niet waterpas is, vormt onvolmaakte onderdelen, en als de ongelijke hoek te groter is, zal dit grote problemen veroorzaken voor cilinderstangen.
Een andere oorzaak van onvolmaakte onderdelen is slecht gereedschap.
Het klemmengebied van de stempel en schouders van de matrijs zijn onderhevig aan slijtage; als er veel op dezelfde plaats op het bed wordt gewerkt, veroorzaakt de resulterende slijtage grillige buigingen. Inconsistente bochten en kromme flenzen worden meestal veroorzaakt door versleten gereedschap.
De specificaties van onderdeelprofielen bepalen de te gebruiken toppons en ondermatrijzen, op voorwaarde dat de kantpers compatibel is met het buiggereedschap. Net als een buigradius groter dan de metaaldikte en een hoektolerantie tussen 1 en 2 graden, kunt u met bijna alle kantpersen luchtbuigen. Dit type buigen vereist de minste buigbelasting en helpt de kantpers te beschermen tegen overbelasting.
Zelfs als je een CNC-afkantpers hebt met een nauwkeurige ram-herhaalbaarheid, moet je naar beneden buigen voor een kleine binnenradius. Het gebruik van de verkeerde stijl van gereedschap resulteert in slechte buigdelen en mogelijk schade aan de kantpers.
Niet uitgelijnde kantpers Tooling. Het is normaal dat de pons en de matrijs goed zijn uitgelijnd om nauwkeurige onderdelen te produceren. De hartlijn van de bovenste pons en de onderste matrijzen moeten zich over de gehele lengte van de buigmachinetafel in hetzelfde vlak bevinden.
Ook de flensbreedte van het onderdeel wordt beïnvloed door verkeerd gekoppeld. De achteraanslag van de kantpers wordt gepositioneerd vanuit het midden van de onderste matrijs, terwijl de flensbreedte van de uiteindelijke plaatprofielen wordt bepaald door het midden van de bovenste stempel. Een verkeerde uitlijning kan optreden wanneer de matrijs of de matrijsrail op de afkantbank beweegt.
Bepaal de vereiste buiging Laadtonnage, Het is belangrijk om de vereiste belasting te kennen om een bocht te maken. De belasting is gebaseerd op de plaatdikte en materiaalsoort, de lengte van de buiging en de volledige gereedschapspakketten.
Er zijn enkele speciale voorwaarden voor hydraulische afkantpersen: de bovenste balk zakt aan een of beide uiteinden naar beneden wanneer de machine wordt gestopt met de ram omhoog en onder druk blijft staan terwijl de stroom is uitgeschakeld. Deze toestand wordt veroorzaakt door een inwendig olielek in de cilinder. Olielekkage op hoofdcilinders kan enige druk aan één kant van de cilinder ontlasten om de balk naar beneden te duwen. Het olielek in de cilinder kan worden verholpen door de keerringen te vervangen. Als het interne olielek doorgaat, zal het erger worden en uiteindelijk de buigdruk in de betreffende cilinder verminderen, het' het is als het buigen van 6 mm zacht staalplaat met 10ft, 160T buigdruk kan gemakkelijk de klus geklaard, cnc-afkantperscontroller voert ook 160T-afkantpersen in, maar het probleem is olielekkage met minder werkelijke buigdruk, dus kan het blad niet goed buigen.
Een ander geval voor hydraulische kantpersen, niet alle hydraulische kantpersen kunnen de buigtonnage aanpassen. Het gebruik van de minimale hoeveelheid die nodig is om een onderdeel te buigen, is goed voor het gereedschap en de machine.
Vergeet op tijd hydraulische olie te verversen. Hydraulische olie moet op tijd worden ververst volgens een regelmatig schema, of de bediener van de kantpers moet eraan denken om de oliesituaties met het oog te controleren, normaal gesproken hoeft u alleen de tank te openen om de oliestatus te zien; maar als u de olie niet regelmatig ververst, zal dit ernstige problemen veroorzaken, zoals vastzittende kleppen of een beschadigde pomp, waarvoor veel geld nodig is om dit soort hydraulische problemen te vervangen of op te lossen.
Het kan ook kapot gaan als de machine te lang bij hoge temperaturen wordt gebruikt. Al deze omstandigheden kunnen kleppen, cilinders en hydraulische blokken beschadigen.
Wanneer u de olie moet vervangen, hangt allemaal af van hoeveel de machine wordt gebruikt, maar moet zeer zorgvuldig worden gecontroleerd na een buigcyclus van 6-8 maanden.
Populaire tags: ahyw yawei 4m cnc kantpers 4 as italië esa s640, fabrikanten China, leveranciers China, gemaakt in China, fabriek, kopen









